
 עברית
עברית 
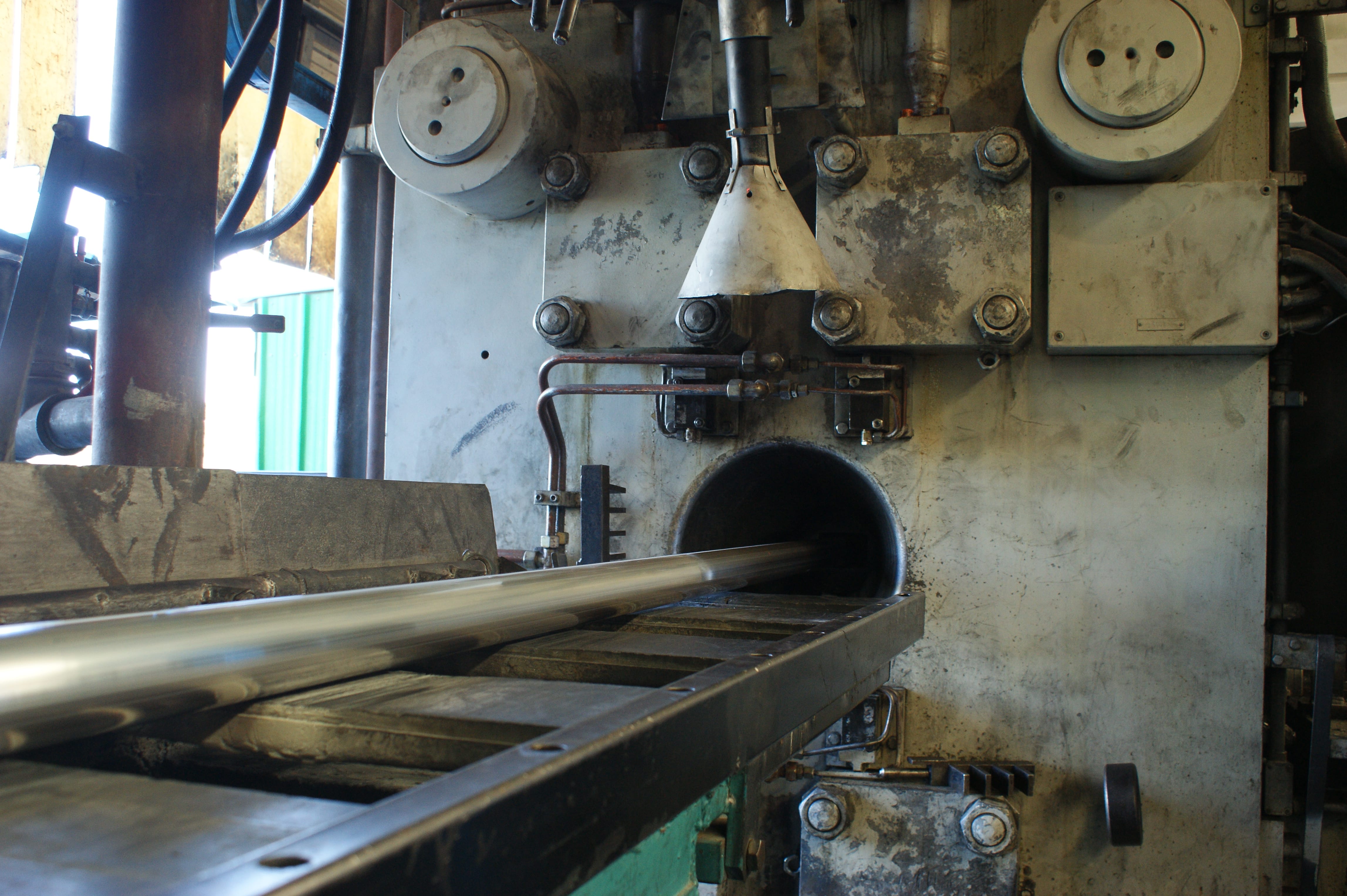
Extrusion lines
At Profal we have two fully automatic extrusion lines:
• A 3000 MT press which uses 9” billets. The press has a front loading technology which assures a more exact extrusion process and excellent surface quality compared to the conventional back loading technology presses.
• An 1800 MT press which uses 7” billets. This press uses the short stroke technology.
Both lines have a sophisticated cooling and thermal treatment process. This quick cooling process ensures that the best mechanical properties are kept. The cooling is achieved by using water spray as well as air and mist on the profile. Both lines are fully automatic which means that no human hand touches the profiles from the moment they come out of the press until after the aging process and through to the automatic packing line.
Main attributes:
• 50 to 300 mm
• Extrusion weight – 0.1 to 30 kg/meter










The automated warehouse allows optimal protection of the product and its delivery on short schedules according to the needs of the project.



Dies are produced in house at Profal by professional and skilled die makers using full CNC process, thus there is no need for human handling of the dies.
Producing the dies in house has the advantage of direct feedback from production.
In urgent cases a new die can be made in 48 hours.




Profal recycles aluminum as part of its environmental commitment. The purchased waste is sorted in a factory using a magnet, an additive, a magnet and an X-ray system to ensure the supply of clean aluminum to the our casting house






Billet Cast house
Profals brand new cast house is comprised of a multi-chamber furnace. One chamber is loaded with ingots and the other chamber is loaded with scrap onto a specially designated platform. High temperature exhaust air is then circulated through the scrap, which allows for the paint on the profiles to evaporate into gas. The scrap raises the temperature to about 300°C, thereby saving a massive amount of energy. The next load will then push the previous one towards the furnace bottom, paint-free, dry, and safe from humidity that can cause an explosion.
The exhaust gases pass through the heat exchange unit. This unit decreases the temperature from 1000°C roof temperature to 150°C on its way to the filter. This keeps most of the energy in the furnace, extends the filter’s life and most importantly, reduces the dioxin and other pollutants that are normally generated in a high-temperature atmosphere.
Since a high oxide level generally goes together with low product quality, our furnace is totally sealed and is rarely opened. The furnace is equipped with an O2 analyzer that controls the air/gas ratio and keep a low level of O2.
In the past, alloying, mixing, and other operations were done through open doors. In the new system, a magnetic pump and a charge well have been installed. A flow of liquid aluminum allows alloying in a perfect chemical and thermal homogeneity.
Standard casting is controlled using two main methods. One method was tilting the furnace. This system is easy to control. The main disadvantage is that mechanical tilting of such a heavy-duty machine decreased its life span. The second method is by opening a tap out in the furnace bottom. This method does not require any mechanical tilting, but flow control is difficult, and can be a very dangerous operation in case the stopper cone is damaged.
In order to overcome these two issues, we developed a unique method, which utilizes the circulation magnetic pump as a casting pump. A tap out on the charge well was installed. During charging of the furnace, this tap out is closed. Then, just before casting, we reduce the pump capacity, lowering metal to be below the tap out level; the plug is pulled out, and the pump is raised up, allowing the metal to reach the casting table easily. In automatic mode flow is controlled directly by the laser launder height measurement device. All of this ensures safe and accurate control, and extends the furnace life.
If in the past in order to achieve a reasonable product quality most of the material had to be primary, today the situation is reversed, and most of the material is recycled. Our modern furnace ensures high quality and Envirmently friendly green Green billets . These logs are marked with a casting number enabling the best castings to be utilized for anodizing, while those of lesser quality will be transferred for painting.










Anodizing and surface treatment
Profal has a new and modern anodizing plant where all movements are computer controlled, allowing staff to reach high quality while conserving the chemical baths. We perform innovative surface coatings and treatments. In addition, tailor made waste treatment ensures that our company is totally environmentally friendly.
Main advantages:
• Triple rinsing process
• Exact micron level
• 7.5 meter long
• Fully computerized controlled system
• Fully automatic line
We offer two unique mechanical finishes to the profile:
Satin finish
The satin finish is used to improve the surface of the extrusion prior to anodizing and by this allowing to anodize high quality secondary profiles. The satin finish is created by a brushing machine that generates uniform decorative scratches that help to eliminate some minor extrusion defects. This process however, emphasizes the longitudinal lines, resulting in a window frame where the vertical profile would differ in appearance from the horizontal profile.
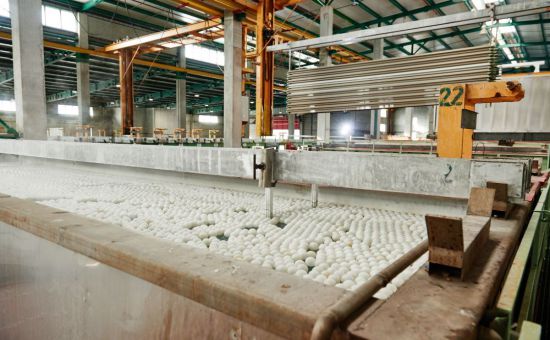
Shot blasting
At Profal, we have begun to use a unique machine, which mechanically throws small stainless-steel balls on the profile prior to the anodizing process. The process is called "shot blasting mechanical etching.” The result is almost a pure matte finish. Even some larger extrusion defects will be masked by the shot blast. Unlike the brushed finish, the blasting method can reach any point in any type of profile shape. This helps to achieve a more uniform finish.
The advantages of this finishing method are many. First of all, a long chemical etching process will no longer be required, thus making the process more environmentally friendly. Another advantage is that as there is no direction to the blasting, and thus, vertical and horizontal lines will look the same. Besides, the scrap production rate will decrease as the process is able to handle extrusion defects in a better way. This enables a secondary profile to be equal in its quality level, and to even surpass the quality of a primary profile with a finish that even surpasses the satin finish.










Aluminum fabrication and machining center
As part of its philosophy of “one stop shop all under one roof” Profal has established a machining and fabrication center for finished products
.We use CNC machines as well as punch – cut operators, in house tool design and advanced press controlled systems. All these allow us to offer high accuracy, consistency and quality for all our customer’s machining requirements.
Profal’ s machining services include:
•Horizontal and vertical CNC machining
• Punching
• Stamping
• Lathe machining
• Routing
Our 5 axis CNC machine is designed to provide great efficiency and precision for all imaginable processing operations of up to 8 meter long aluminum sections. All working operations such as milling, drilling, tapping as well as thread milling, notching and cutting, are carried out without any movement of the profile preventing any possible surface damage. This process is done in 6 sides of the profile. The movable tool magazines provide a fast tool change allowing a short processing time.
The magazines are equipped with 20 tools, both standard and special, as well as an angle router, a cutter and a 500 mm saw blade.
Automatic positioning through autonomous clamp positioning as well as two separated working zones allows an oscillating operation.





Solar racking systems
At Profal we designed and produce solar racking system. Up to date we have produced more than 500 MW of solar racking systems.
The systems are adaptable for all types of roofs (tiles, corrugated and flat) as well as land mounted fields.
All you have to do is send us the specs, bill of quantity, as well as info re size of roof, type and size of panels, distance between the panels etc.
User friendly and easy to assemble systems from 50 KW and up to large scale .




